


















Три преимущества применения импульсной лазерной сварки при ремонте пресс-форм
Утверждают, что по сравнению с TIG-сваркой импульсные лазеры обеспечивают большую производительность, сохраняя высокую твердость металла.

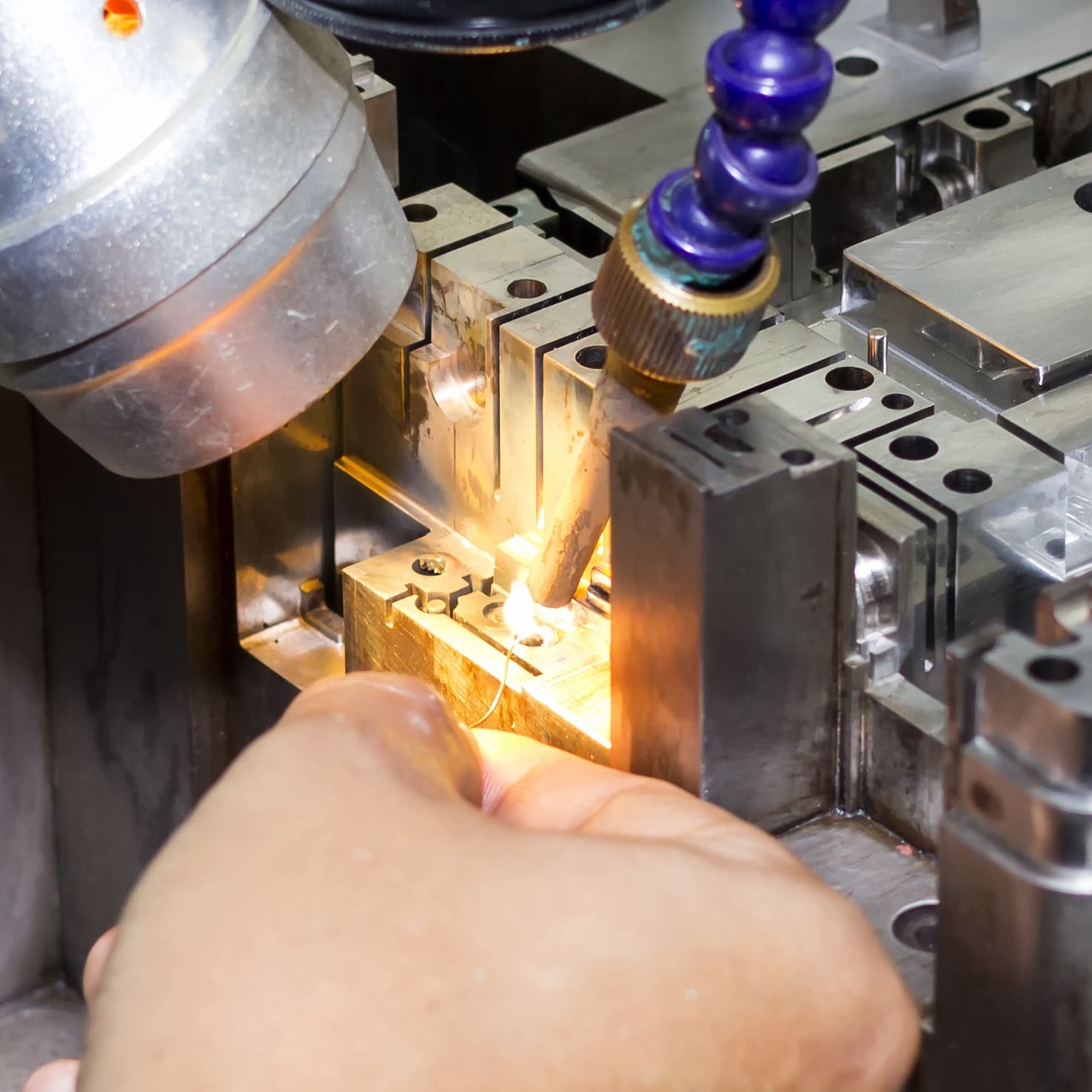
Системы лазерной сварки излучают импульсы длительностью 5–10 миллисекунд, каждый из которых расплавляет основной материал детали, а также присадочную проволоку, подаваемую в зону расплава, где они успевают затвердеть и создать прочное соединение перед следующим импульсом. Это обеспечивает высокую пиковую мощность, но при том низкое тепловыделение по сравнению с TIG и другими видами сварки. В действительности большинство заготовок остаются прохладными на ощупь сразу после сварки.
При прямом сравнении современных систем для ручной лазерной наплавки на основе YAG:Nd и волоконных источников излучения с TIG и другими традиционными методами сварки очевидно, что импульсная лазерная сварка сама по себе не обладает такой же производительностью, но предлагает дополнительные важные преимущества.
1. Импульсная лазерная сварка сокращает общее время ремонта
Перед TIG сваркой массивной пресс-формы ее необходимо медленно разогреть. А после окончания обработки необходимо так же плавно охладить деталь. Это необходимо для предотвращения растрескивания основного металла. Однако предварительный нагрев и последующее охлаждение могут занимать часы, затягивая процессы доводки детали и ЧПУ обработки, необходимые для завершения ремонта. В то же время при использовании оборудования для импульсной лазерной сварки необходимость нагрева и охлаждения пропадает из-за малого выделения тепла во время сварки. Кроме того, пропадает необходимость в обесточивании термопластавтомата и демонтаже детали для выполнения работ по наплавке (что особенно актуально для крупногабаритных пресс-форм). Это связано с тем, что в отличие от TIG лазерная сварка не требует подключения заземления к детали.

Процесс лазерной сварки также обеспечивает высокую точность при сварке мелких деталей и участков, позволяя избегать случайного повреждения соседних элементов или поверхностей. Лазерную наплавку можно выполнять с присадочной проволокой толщиной всего 0,01 мм в диаметре, что также сокращает время последующей обработки.
2. Станки для лазерной сварки импульсным излучением минимизируют измене твердости детали
По сравнению с импульсной лазерной наплавкой сварка TIG имеет значительно большую зону термического влияния (ЗТВ). ЗТВ — это участок между зоной плавления и незатронутым основным металлом возле нее. Этот участок подвергается негативным структурным изменениям и снижению твердости металла, что особенно для высокоуглеродистых сталей. Для сварки TIG размер ЗТВ может достигать 3–4 мм, в то время как типовое значение для импульсной лазерной сварки составляет 0,2–0,3 мм. Большая зона нагрева при TIG сварке означает большее снижение твердости металла в этой зоне. Для TIG сварки снижение твердости в ЗТВ составляет порядка 15–22 HRC против 2–4 HRC при сварке импульсным лазерным излучением. Подобные изменения при ремонте пресс-форм могут приводить к снижению срока их дальнейшей эксплуатации. В результате для деталей, восстановленных с применением TIG сварки, может требоваться дополнительное время на последующую термообработку.
3. Импульсная лазерная наплавка обеспечивает высокую повторяемость результата
Для выполнения TIG-сварки требуется значительно больше навыков, чем для работы с лазером. В зависимости от опыта сварщика наплавленный слой может содержать наплывы и впадины. И, наоборот, импульсная лазерная сварка позволяет пользователям начинать и останавливать процесс наплавки в любой момент, точно контролируя процесс. Сварочные аппараты на основе импульсного лазера, такие как MOBILE, COMBOMAX, LRS и другие, обычно применяемые для ремонта пресс-форм, оснащены микроскопами с перекрестием, позволяющим оператору точно позиционировать лазерный луч. Кроме того, для выполнения работы необходимо настроить только четыре параметра: напряжение, частоту, длительность импульса и размер пятна (диаметр лазерного луча).
Этими лазерными установками можно управлять вручную, в полуавтоматическом режиме или в полностью автоматизированном (ЧПУ), хотя режим ЧПУ обычно применяется при сварке серийных изделий, а не для ремонта пресс-форм. В полуавтоматическом режиме операторы могут зафиксировать любую или все оси во время работы лазера, чтобы равномерно перемещаться с заданной скоростью, с легкостью выполнять сварку по прямой линии или на сложных поверхностях. Лазерные сварочные аппараты могут осуществлять сварку с пятном размером всего 0,1 мм по сравнению с 1 мм для установки микросварки TIG.
Новые разработки делают сварочные аппараты с импульсным лазером все более производительными. Одной из них является более высокая мощность. В 2010 году максимальная мощность, доступная для импульсной лазерной сварки Nd:YAG, составляла 300 Вт (YAG-лазеры с ламповой накачкой чаще используются для ремонта пресс-форм, чем волоконные лазеры). С тех пор ОКБ «БУЛАТ» и другие производители разработали модели с мощностями до 400 Вт. Компания также предлагает модели мощностью 500 Вт. Скорость сварки подобных систем до двух раз выше, чем в моделях мощностью 300 Вт, и для дополнительного увеличения скорости наплавки металла можно также использовать присадочную проволоку больших диаметров. Максимальный диаметр проволоки для 300-ваттной модели обычно составляет 0,6 мм, в то время как для 500-ваттной можно использовать провод размером до 1,5 мм.